
Application: Cellulosic Pretreatment – Fibrous Slurry Heating
Biomass pretreatment is the initial stage of preparing hemicellulosic materials such as corn stover, grass, straw, and wood fiber for ethanol conversion.- Hemicellulose is the part of the carbohydrate portion of plants such as grass, corn stover, straw, trees, etc. Like conventional starch conversion to ethanol, hemicellulosic materials can be converted to sugars and fermented to create ethanol, bio-diesel, or other useful products.
- All structural plant matter is a combination of cellulose, hemicellulose, and lignin. Only the direct cellulose is readily convertible to fermentable products. Hemicellulose must be converted to a fermentable form of sugar and the lignin is generally not convertible and must be removed.
Biomass Slurry Heating Challenges
- Traditional heating approaches with heat exchangers present significant processing challenges such as achieving the required processing temperatures which are typically 300 °F or higher.
- High solids (20-25%), high viscosity, and pumping issues present unique challenges to achieve reliable process heating performance.
- The use of steam injection in a vessel or tank has been utilized in a lab scenario; however, batch processing is not practical when scaling up to production plant level.
- Simple steam injection devices like spargers have limited efficiency in condensing the steam which leads to temperature control problems and severe steam vibration.
- Corrosion and erosion issues require unique product design and metallurgy solutions.
Keys to Successful Direct Steam Injection (DSI) Integration
Direct Steam Injection (DSI) is a very good approach; however, steam has a tremendous amount of energy and needs to be applied properly for successful results. One of the key factors to successful DSI, is to inject steam at sonic velocity to achieve choked flow. Spargers, Fixed Eductors & Venturi Style DSI – These units use a fixed nozzle to inject steam. Steam control is attempted via an externally modulated steam control valve. With an externally modulated steam injector, the steam pressure is adjusted to control the flow rate of steam with a control valve. The problems arise when the steam pressure has been dropped to a point where the steam flow is no longer choked. This can be seen most often at start up and shutdown of externally modulated steam injectors in the form of noise, vibration and hammering. With an external steam valve, there is always a pressure drop before the steam reaches the injector. Some sparger devices use passive springs and tube assemblies that tend to stick, resulting from scale build-up, causing temperature control problems. The use of external steam control devices to control the steam flow by modulating the steam pressure can lead to excessive steam hammer & vibration. Steam hammer and vibration often result from poor mixing and condensing of the steam. As temperature demand drops, steam pressure drops, lowering the steam velocity and potentially causing instability. Uncondensed steam bubbles will typically collapse when the come in contact with a cold pipe wall in the liquid piping. When these bubbles collapse, the slurry rushes in to fill the void and impacts the pipe wall. In some cases this will result in some pinging noise and in severe cases, steam hammer & vibration.PSX Heater Solution
The PSX heater uses a unique method of steam injection via an integral steam control device. The key to efficient, safe, and predictable steam injection is to inject steam at sonic velocity to achieve choked flow. All steam injectors need to operate in a choked flow manner for good, non-violent mixing. The PSX heater is an internally modulated heater that varies the mass flow rate of steam by changing the area in which the steam may pass. This type of modulation allows the full steam pressure to always be present at the point of injection regardless of plug position. The PSX heater (fig. 2) has an integrated Pneumatic Actuator that allows for the engineered steam diffuser opening to vary according to the temperature demand.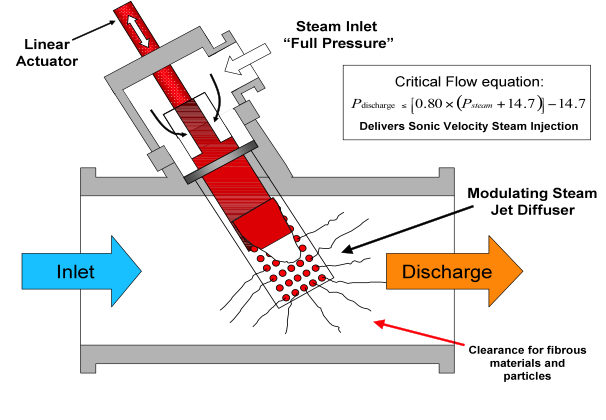 Fig. 2 - PSX Inline Direct Steam Injection Heater with Angled Diffuser
Flow rates can range from 1 – 10,000 gpm and a temperature rise of up to 250°F in a single pass through the heater.
Fig. 2 - PSX Inline Direct Steam Injection Heater with Angled Diffuser
Flow rates can range from 1 – 10,000 gpm and a temperature rise of up to 250°F in a single pass through the heater.Key PSX Heater Direct Steam Injection Benefits
- The Internal Steam Modulation design of the PSX heater controls the steam mass flow and not the steam pressure thus providing reliable temperature control.
- Sonic Velocity injection leads to stable operation eliminating steam hammer and vibration
- The Low Pressure Drop across the PSX heater reduces energy consumption and allows for more reliable heating process (typically +/- 1%)
- Direct mechanical control of the steam injector allows for linear process heating control
- The PSX heater is controlled by the plant PLC/DCS or local controller with no proprietary software required
- The PSX heater can be installed in the piping requiring no floor space
- Single and Multi-stage heating arrangements allow for processing flexibility