What is Steam Hammer or Water Hammer?
Does your process heating experience a repetitive knocking sound or a loud “BANG?"
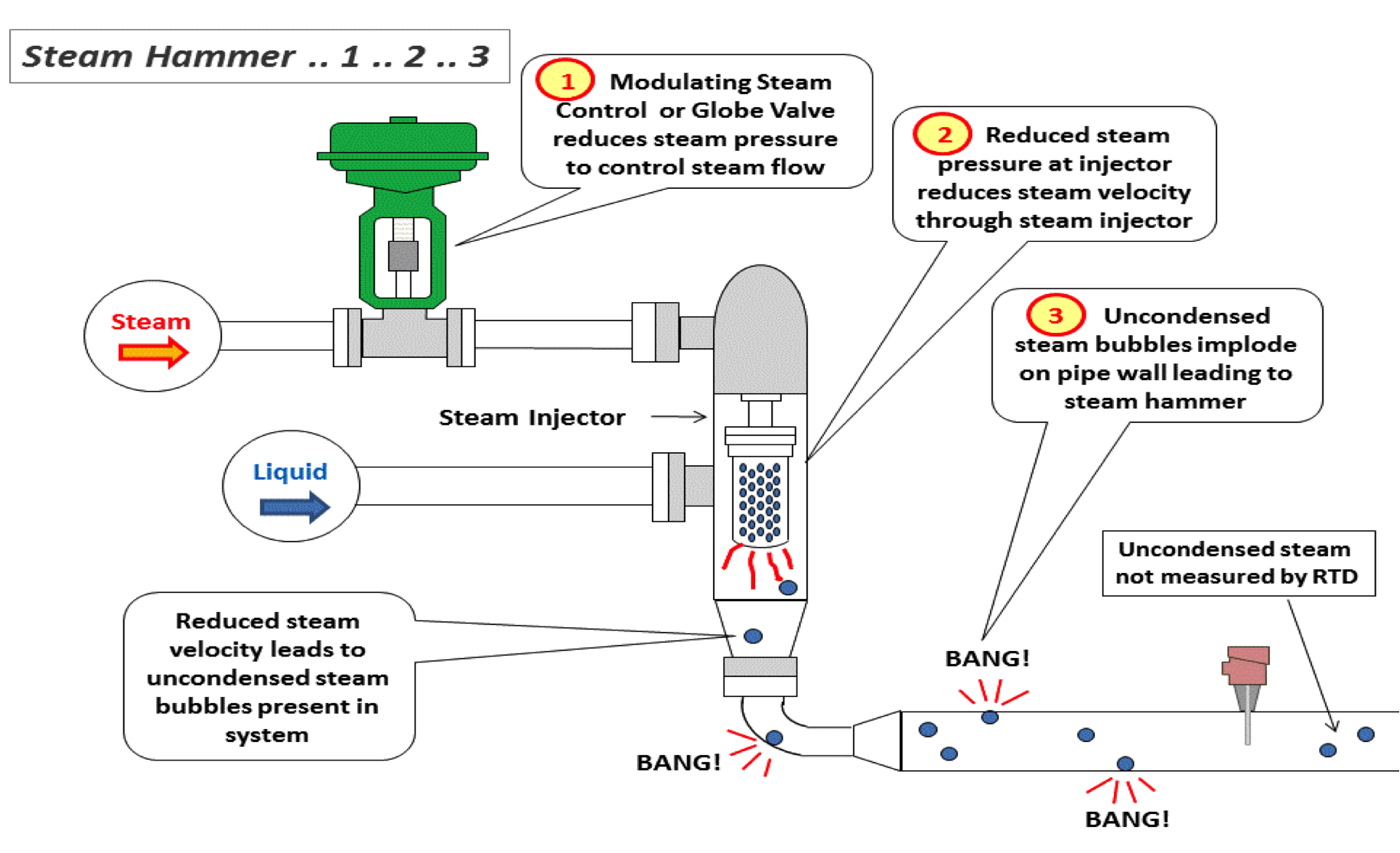
Steam hammer occurs when un-condensed steam forms bubbles, and when these bubbles contact a pipe wall or the side of a tank, they collapse and the moving fluid produces a concussive sound. Steam hammer can be very destructive and lead to the following issues:
- Rough heater operation & poor temperature control.
- Reduced wear life of steam injector components and damage to instruments
- Limited range of operation … typically limited to 2:1 turndown.
- Steam flashing due to rapid change (drop) in liquid flow rate.
STEAM HAMMER, EXPLAINED:
How is my process affected by steam hammer?
Eliminate Steam Hammer and Bring Efficiency To Your Process with Steam Injection Technology
Get a custom quote today!
Complete the form to get in touch and learn more about our steam injection heating solutions. See how our 30 years of experience can help you!
What causes steam hammer or water hammer issues?
Steam spargers, fixed eductors and Venturi-style direct steam injection units generally use a fixed nozzle to inject steam. Steam control is attempted via an externally modulated steam control valve. With an externally modulated steam injector, the steam pressure is adjusted to control the flow rate of steam with a control valve. The use of external steam control devices to control the steam flow by modulating the steam pressure can lead to excessive steam hammer and vibration. Steam hammer and vibration often result from poor mixing and condensing of the steam. As temperature demand drops, steam pressure drops, lowering the steam velocity and potentially causing instability. Uncondensed steam bubbles will typically collapse when they come in contact with a cold pipe wall in the liquid piping. When these bubbles collapse, the slurry rushes in to fill the void and impacts the pipe wall. In some cases this will result in some pinging noise and, in severe cases, steam hammer and vibration.
How do I avoid Steam Cavitation?
Steam condensation rates are tied to steam flow velocity. High steam flow velocity (sonic flow >1000 fps) assures rapid rates of condensation in your process fluid. Maintaining proper steam & liquid pressure differential is critical to assure stable operation. Steam cavitation can occur when sub-sonic (<1000 fps) conditions occur. The most common cause for sub-sonic conditions results when a steam pressure control valve reduces steam pressure to control steam flow. Please see TB-4 Steam & Liquid Pressure for more information.
Process heating areas to focus on to help eliminate steam hammer or steam flashing
- Eliminate use of external modulating steam pressure reducing valve for steam flow control.
- Maintain proper differential between steam & liquid pressure.
- Liquid flow changes should be gradual and should not occur faster than temperature control loop can respond.
- Monitor liquid flow and design appropriate alarm strategies for loss of liquid flow or excessive Hi-temperature conditions.
- Proper steam line design to eliminate excessive condensate.
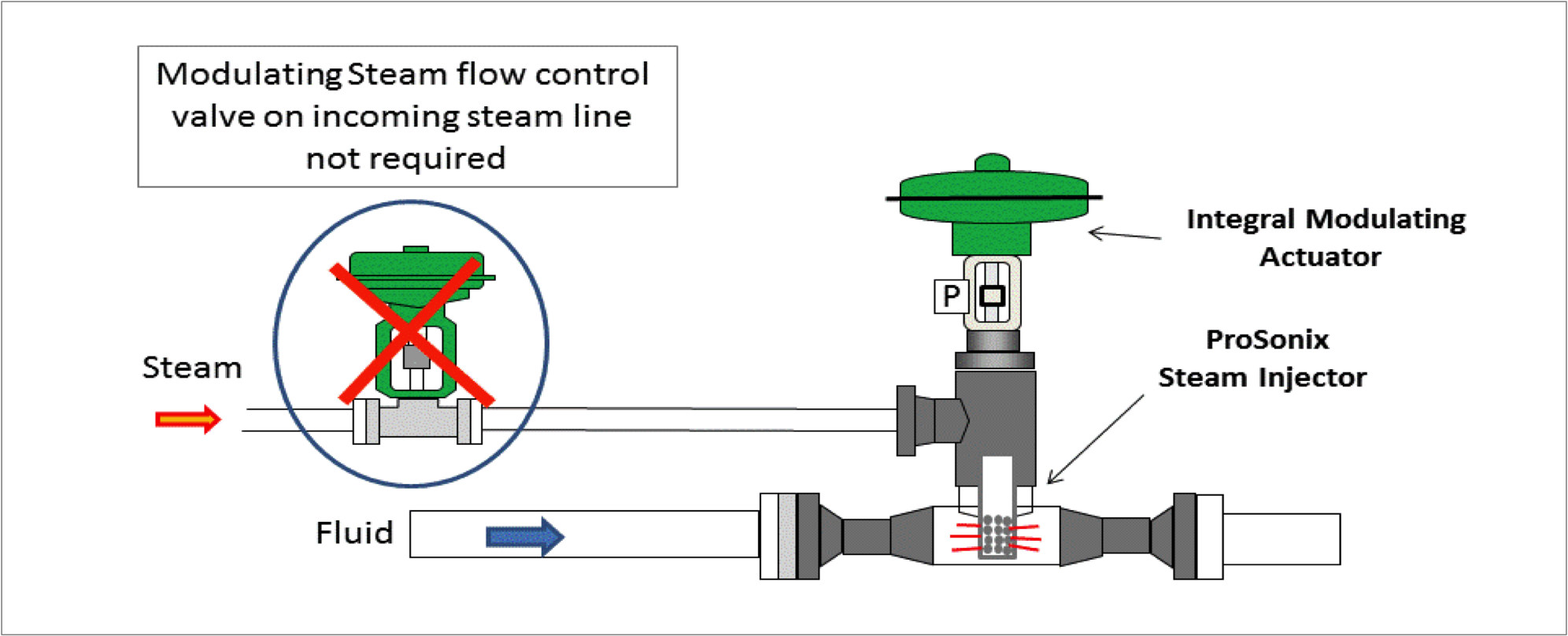
Internally Modulated Design: Mass Flow Control of Steam
ProSonix’ unique method of steam injection utilizes internally modulated steam control to precisely deliver the appropriate mass flow of steam for the required heating. This design offers a precise method of steam control through a choked flow control delivery of the steam. Choked flow is the phenomenon of accelerating a vapor to maximum velocity by creating a pressure differential through an engineered nozzle. By establishing choked flow, the steam mass flow can be metered to precisely control the heating of the liquid. This produces predictable results based on position of the stem plug. Through a variable-area steam diffuser, steam flow is metered at the point where steam and liquid first contact and mix. This method eliminates the need for an external steam control valve or downstream mechanical mixing devices.