Application Profile: Meat & Poultry Processing
In the Food industry, processing of meats and poultry requires heat and significant amounts of hot water for many of the process cleaning applications throughout the plant.
- De-hiding - Meat producers use a combination of scalding and de-hair to prepare for evisceration. Carcasses are immersed in the tank that is filled with water at 136 to 140°F. The carcasses will be turned to ensure even scalding during the 4-4½ minute cycle. The water temperature is critical, because high temperatures degrade the meat and can excessively soften the skin, which can lead to tissue damage from subsequent handling. Low temperatures lead to excessive immersion times or difficult hair removal.
- Carcass Cleaning - Slaughtered carcasses are sprayed with hot water after de-hiding and after evisceration to clean the surface of the carcass. The carcass is hung from the overhead conveyor and an operator uses a high-pressure sprayer to wash the surface of the carcass. Water must be at least 170°F and may contain acetic or lactic acid to help kill all micro organisms. Too high of temperatures will damage the meat.
- Equipment Sanitizing – Cutting tools, knives, and evisceration equipment requires regular cleaning. FDA approved temperatures must be maintained.
- Paw Scalding – Chicken processor will scald chicken paws. Accurate temperature control is required to avoid “graying” the paw.
- Wastewater Processing - Most facilities pre-treat the wastewater before discharging the water to the public sewer system. Sludge processing in digesters is common to break down organic solids and to produce methane for boiler energy supply.
There are a number of challenges associated with conventional water heating methods:
- Heat Exchangers often plug and foul which reduces reliability & processing times.
- Water flow constantly varies based on processing conditions & clean-up periods.
- Processing plants must be able to demonstrate proper sanitizing temperatures are maintained to meet FDA approval.
PSX Heater Solution – Inline Heating
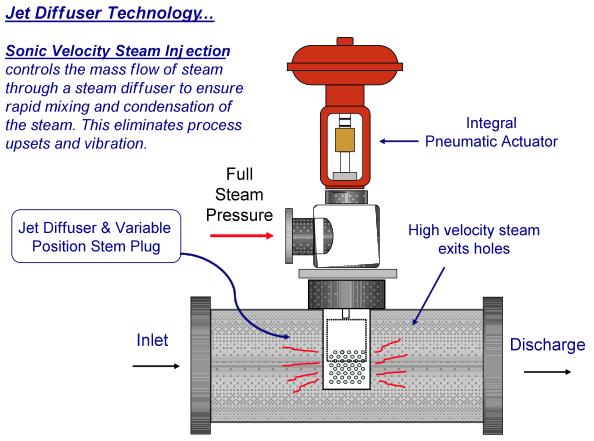
ProSonix’ unique method of steam injection utilizes an integral pneumatic actuator and a variable opening steam diffuser to deliver high velocity steam injection heating. We do not throttle or regulate steam pressure. This design offers a precise method of steam control through a
choked flow delivery of the steam. Choked flow is the phenomenon of accelerating a vapor to maximum velocity by creating a pressure differential through an engineered nozzle. By establishing choked flow, the steam mass flow can be metered to precisely control the heating of the liquid. This produces predictable results based on position of the stem plug. Through a
variable-area steam diffuser, steam flow is metered at the point where steam and liquid first contact and mix. This method eliminates the need for an external steam control valve or downstream mechanical mixing devices.
High velocity steam flow optimizes the steam mixing and condensation with the liquid and eliminates problems with vibration/steam hammer.
Key Direct Steam Injection Benefits
- Precise Temperature Control (+/- 1 °F) assures optimal processing conditions
- Self Cleaning Design eliminates costly maintenance issues from plugging & fouling
- Energy Savings as the low pressure drop (typically 1-2 psig) reduces energy pump demand
- High Turndown of both steam and water flowrate allow for flexible operating conditions.
- Ease of Installation as the PSX Heater can be installed in the water piping saving valuable floor space.